目前汽车驱动桥螺旋锥齿轮主要采用两种齿制:圆弧渐缩齿和延伸外摆线等高齿。随着齿轮加工技术的发展,螺旋锥齿轮的切盼不忍放手又不能从五刀法到两刀法,从湿切到干切,从铣齿、研齿、磨齿的发展过程。
|
齿形特点 |
加工方法及设备数量 |
加工效率 |
强度 |
噪声 |
能否磨齿 |
|
|
渐缩齿 |
从小端到大端齿高是逐渐收缩,面锥角、根锥角、节锥角不等,齿线为圆弧线 |
五刀法,五台机床 |
使用多台机床,工序多,调整时间长,效率低 |
低 |
高 |
能 |
|
等高齿 |
从小端到大端齿高是逐渐收缩,面锥角、根锥角、节锥角不等,齿线为圆弧线 |
两刀法、两台机床 |
大小轮各一台机床连续滚切,效率高 |
高 |
低 |
否 |
二、两种齿制的加工特点
|
优点 |
缺点 |
|
|
收缩齿 |
1、粗精切分开,精切刀具使用寿命长; |
1、所需要的机床、刀具型号多,成本高,管理复杂; |
|
等 高齿 |
1、主从动齿只需要现两付刀,两台机床加工完成; |
1、只有一次切削,齿面粗糙度较差; |
三、两种齿制在国外的应用现状
等高齿与渐缩齿相比有高强度、低噪声、高效率、低劳动强度等优点,因此在发达国家已经普遍得到应用。国外已基本淘汰了用五刀法加工渐缩齿的工艺,改用两刀法加工等高齿。如:德国大众公司在2007年就全部淘汰渐缩齿采用等高齿。渐缩齿的发源地现在也改用了等高齿,美国克莱斯勒现在也全部采用等高齿,还有最大美国的国车桥公司洛克威尔的新建工厂也全部选用等高齿,通用、福特也开始转用等高齿。日本的丰田、本田也开始选用等高齿。
四、两种齿制在国内的应用现状
我国在七十年代开始就有等高齿的加工技术,但由于对机床要求高,技术复杂,没有得到较好的发展。美国格里森设备的引进,使得渐缩齿在国内被普遍采用。如今天数控技术在机床上得到了较好运用,使原来机械控制变得简单,等高齿机床许多动作也容易实现,所以优点多的等高齿替代渐缩齿已成为多数企业技术改造的最终目标!
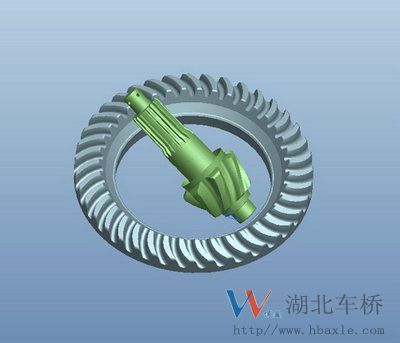 等高齿
等高齿 渐缩齿
渐缩齿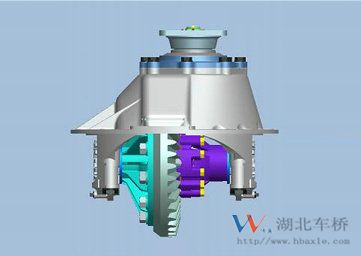 主减速器总成
主减速器总成 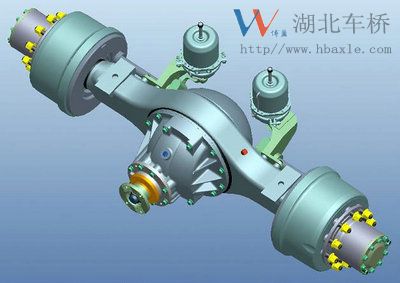 载荷13吨后桥总成
载荷13吨后桥总成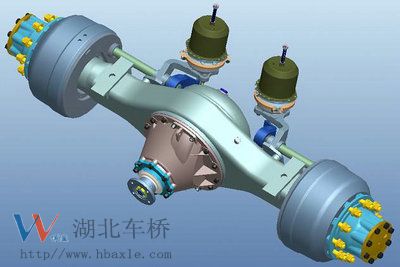 载荷10-11.5吨后桥总成
载荷10-11.5吨后桥总成 载荷8.5-9吨后桥总成
载荷8.5-9吨后桥总成 载荷8-8.5吨后桥总成
载荷8-8.5吨后桥总成 载荷7.2-7.8吨后桥总成
载荷7.2-7.8吨后桥总成 载荷5-6.5吨后桥总成
载荷5-6.5吨后桥总成 载荷2-4.2吨后桥总成
载荷2-4.2吨后桥总成