车桥动态 News
热门产品



联系车桥
地址:湖北省公安县青吉工业园
公司电话:0716-5225925
售后服务:0716-5234241
营销专线:0716-5226671
公司传真:0716-5228925-2
邮编:434300
邮箱地址: yxgs@hbaxle.com 或 marketing@hbaxle.com

地址:湖北省公安县青吉工业园
公司电话:0716-5225925
售后服务:0716-5234241
营销专线:0716-5226671
公司传真:0716-5228925-2
邮编:434300
邮箱地址: yxgs@hbaxle.com 或 marketing@hbaxle.com
当前位置:
首页 » 新闻动态 » 影响齿轮热处理变形的主要因素发布时间:2016-02-03
齿轮经热处理后的变形不仅与热处理工艺有关,而且 涉及到齿轮的设计 、选用的材料及工艺等整个制造过程,因此要控制齿轮热处理后的变形应该考虑各种影响 。经总结,其主要影响因素如下 。
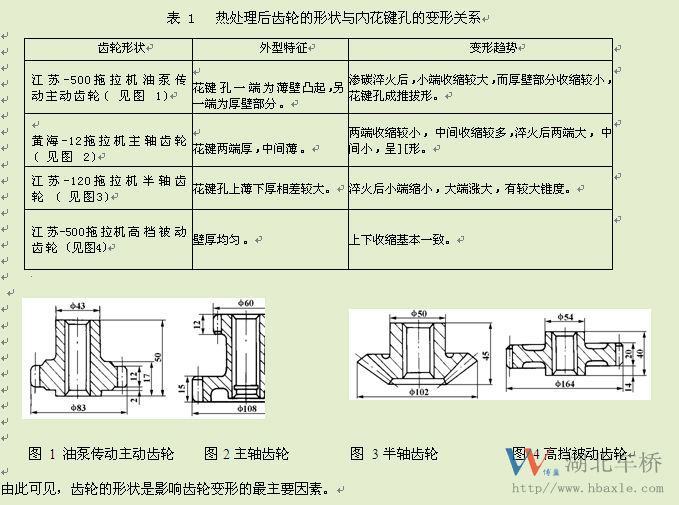
1、齿轮的形状是影响变形大小及变形趋势的最重要因素
以齿轮的花键孔为例,齿轮形状影响齿轮热处理变形的情况如下表 1 所示。
2 齿轮材料对变形的影响
(1) 齿轮材料的不同,变形也不同。
(2) 即使是同种材料,由于不是同一炉号的材料,其含碳量及淬透性是不一样的,变形也略有不同。
(3) 原材料质量的优劣,对变形也有很大的影响。如若组织粗大、带状组织严重等热处理变形较大。
因此,即使是同种材料不同炉号的材料,其变形也是不一样。
3 锻造产生金属流线不对称,金属未充满模腔,锻后冷却不均匀,造成热处理变形不一致。
4 锻造正火状态对变形的影响
锻造正火质量的好坏,对齿轮渗碳淬火后的变形有一定的影响。
(1) 正火的组织。若锻坯正火组织出现魏氏体组织,将造成齿轮渗碳淬火后变形增加。
(2) 带状组织。若存在将使齿轮内孔热后椭圆度增大。
(3) 晶粒度。晶粒粗细不均匀,会引起齿轮最终热处理不均匀的变形。
(4) 正火硬度。若齿轮正火硬度过高,会使齿轮内孔热处理变形增大。
(5) 正火加热后冷却时,冷却方式不同,如堆冷 、散冷, 造成的一炉齿坯冷却不一致,正火状态不一致性,导致齿轮热处理后变形不一致 。
5 机加工的影响
(1) 一般热处理变形量,随机加工变形量的增大而增大。
(2) 由于机加工工艺不当,齿轮拉花键孔时出口方向不当,刀具磨损切削时所造成的残留应力等使热处理变形增加。
6 热处理工艺对变形的影响
(1) 装炉方法的影响。对直径与厚度之比较大的盘形齿轮,挂放比平放齿向变形要小些。
(2) 淬火温度的影响。淬火温度对热处理变形有一定影响,因此在生产过程中要严格控制。
对于 20CrMn Ti 钢制成的齿轮,随着温度的提高内孔锥度增加,一般淬火温度应在保证硬度和金相组织的前提下,淬火温度偏低为好,这样变形较为稳定,易控制。
(3) 淬火介质的影响。冷却油的质量、温度对变形有较大影响。
①若淬火油中有水混入,会使冷却速度加快,应力增大,淬火变形增大。
②采用热油淬火的齿轮比冷循环油淬火齿轮,可获得较小的变形量。
(4) 淬火的工艺方法对变形的影响。齿轮渗碳后直接淬火,一般比二次加热淬火变形要小。
(5) 其它如装炉数量和淬火油中的摆动方法及出油温度等均影响变形。装炉数量多,在炉内时间长,变形就大。淬入油中一般齿轮的水平摆动比垂直摆动变形要小。
以上是影响齿轮热处理变形的主要因素。齿轮在热处理过程加会产生组织应力和热应力,因而变形是不可避免的。齿轮的变形将直接影响到齿轮的精度。而变形大的齿轮不能使用就要报废。因此,掌握热处理变形的规律,并将其变形控制在较小的范围之内,控制齿轮变形使其有重复性、稳定性,是生产企业热处理的重要工作。通过做艰苦细致的齿轮变形试验,掌握变形数据,再通过冷热加工工艺配合,是可以将齿轮变形稳定下来,保证齿轮的质量符合技术要求。