车桥动态 News
热门产品



联系车桥
地址:湖北省公安县青吉工业园
公司电话:0716-5225925
售后服务:0716-5234241
营销专线:0716-5226671
公司传真:0716-5228925-2
邮编:434300
邮箱地址: yxgs@hbaxle.com 或 marketing@hbaxle.com

地址:湖北省公安县青吉工业园
公司电话:0716-5225925
售后服务:0716-5234241
营销专线:0716-5226671
公司传真:0716-5228925-2
邮编:434300
邮箱地址: yxgs@hbaxle.com 或 marketing@hbaxle.com
当前位置:
首页 » 新闻动态 » 主从动锥齿轮加工方法有哪些?发布时间:2015-11-28
在生产实际中,通常采用两种方法加工主从动锥齿轮传动副,即全展成法(滚切法)和半展成法(成形法)。其不同之处在于,前一种方法应用展成法加工大轮,而后一种方法应用成形法加工大轮。半展成法一般只应用于传动比较大的锥齿轮副的加工。而对于相啮合的小轮,则采用展成法加工。根据所应用的铣齿机床的结构和传动形式,小轮的加工方法有普通展成法,(既无刀倾机构调整也无滚切修正机构调整)、滚切修正展成法、刀倾展成法等。图中表示了这些加工方法的切齿调整各部位。图中分别表示床位、摇台角、偏心角、刀倾转角、刀倾角、水平轮位、垂直轮位、机床根锥角调整等。
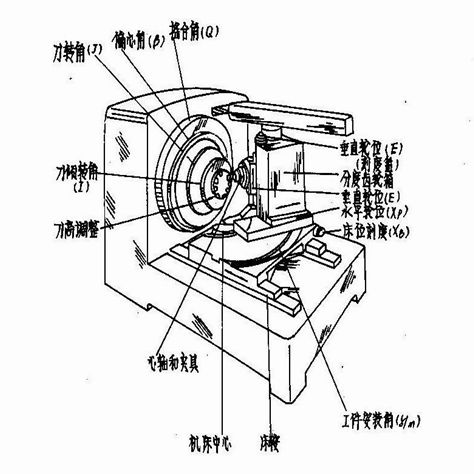
锥齿轮切齿调整各部位
用成形法加工的大轮齿形与刀具切削刃的形状一样。当锥齿轮的传动比大于2.5时,大轮就可以采用成形法加工。同时,为了保证其正确啮合,相配小轮的齿形应加以修正,用展成法加工。此法生产效率较高,适于大批量生产。一般用以下三种方法加工:
1、用普通铣刀盘加工,齿形为直线形,用于被切齿轮节锥角大于45°的粗切或传动比大于2.5的大轮精切。
2、在专用机床上以圆拉刀盘加工,简称“拉齿”,齿形是直线形的,适用于传动比大于2.5的大轮。
3、螺旋成形法是半滚切法的特殊形式。在专用机床上用特殊的圆拉刀盘,精加工传动比大于2.5的大轮,齿形是直线形的。切齿时,刀盘安装轴线垂直于被切齿轮的面锥母线,刀盘除具有圆周方向的旋转运动外,还沿其自身轴向作往复运动,每个刀片通过齿槽的同时,刀盘轴向往复一次,而使刀齿顶刃始终沿着被切齿轮齿根切削。相啮合的小轮用展成法加工。此法是现在弧齿锥齿轮和双曲线齿轮切齿方法中较完善的一种。
展成法是被切齿轮与旋转着的铣刀盘(摇台)按照一定的比例关系进行滚切运动,加工出来的齿形是渐开线的,它是由刀片切削刃顺序位置的包络线形成的。如图所示:
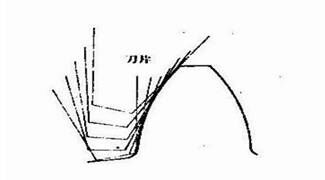
刀片切削刃的包络线
切削时,先切一面的齿顶和另一面的齿根:在滚切过程中,逐渐移向上侧齿面的齿根和下侧齿面的齿顶,最后脱离切削,如同一对齿轮的啮合运动一样,用此法加工的有以下两种常用的齿线形状:
1、在Y225、Y2280、Y2250A、NO116、527B等机床上,用刀片切削刃为直线的铣刀盘,齿长方向曲线是圆弧的一部分。
2、在奥利康C28、格里森凤凰600铣齿机上,用刀片切削刃为直线的铣刀盘,齿长方向曲线是延伸外摆线的一部分。
弧齿锥齿轮的切齿方法很多,粗切齿多数是用双面刀盘同时切齿槽的两侧齿面。精切齿常用三种方法,即单面切削法、双面切削法和双重双面法。选择切齿方法时,应按具体情况而定。